别再错过任何细节!花费一分钟观看山南 本地 冷拔六角钢16Mn方钢品质服务诚信为本产品视频,让您的购买决策更加明智。
以下是:山南 本地 冷拔六角钢16Mn方钢品质服务诚信为本的图文介绍


山东鑫泽金属冷拔六角钢、冷拔方钢、冷拔扁钢、冷拔圆钢、冷拔光圆、冷拔椭圆钢、冷拔半圆钢、冷拔三角圆钢、冷拔异型钢等,特殊形状和材质另议订做。冷拉六角棒产品的详细参数、实时报价、行情走势、优质商品批发/供应信息,您还可以免费查询、发布询价信息等。冷拉六角钢,精密型钢专业制造商,厂家直销专业冷拉六角钢供应厂家,主营光亮扁钢,冷拉异型钢,冷拉扁钢,冷轧扁钢,圆钢,扁钢,方钢等!优质货源,规格齐全,价格合理,及时交货,可按需定制!冷拉六角钢|山东鑫泽冷拉型钢有限公司专业生产各种材质、各种规格的六角钢、冷拉六角钢、方钢、冷拉扁钢、方扁钢、盘圆钢等及各种异型钢,产品广泛用于汽车配件、工具、纺机、电梯、标准件、健身器械、动力机、五金工具等多种行业。40x40x4角钢每米多少钱 生产冷拉圆钢厂家杭州冷拉型钢有限公司,冷拉钢硬度多少不锈钢有哪些材质型号,冷拉型钢工艺流程冷拉钢用什么刀加工,冷拉方钢的生产厂家地址冷拉不锈铁0cr13六角棒,冷拉圆钢哪里买山东鑫泽金属冷拔六角钢、冷拔方钢、冷拔扁钢、冷拔圆钢、冷拔光圆、冷拔椭圆钢、冷拔半圆钢、冷拔三角圆钢、冷拔异型钢等,特殊形状和材质另议订做。



鑫泽金属制品有限公司将继续坚持“质量至上、用户为先、信誉良好”的宗旨,以优惠的价格,优异的 山南热轧扁钢、和完善的服务来满足广大用户的需求。依靠创新和优良的品质,出优异产品,创优异效益,与您共创美好灿烂的明天!


山东鑫泽金属冷拔六角钢、方钢、扁钢、圆钢、光圆、椭圆钢、半圆钢、三角圆钢、异型钢等。层由于产品堆放时要注意通风和干燥,应该是锌金属,更活跃,所以在一般潮湿的环境下更容易腐蚀,由于层的轻微腐蚀也会发生较大的色差,影响产品的外观。只要通风良好就可以保证,即使下雨,但及时干燥,产品也不会有太大影响。仓库内不得堆放酸、碱、盐、水泥等腐蚀性物质。不同类型的方矩山东鑫泽金属冷拔六角钢、方钢、扁钢、圆钢、光圆、椭圆钢、半圆钢、三角圆钢、异型钢等。应分开堆放,以防止混乱和接触,并可放置在通风良好的棚内,但须连根拔起,并在下面敷设;库房应根据地理条件选择,一般采用普通封闭式库房,即有顶墙、门窗紧固、通风装置的库房;仓库对晴天的要求注意通风应关闭,潮湿天气应保持关闭。



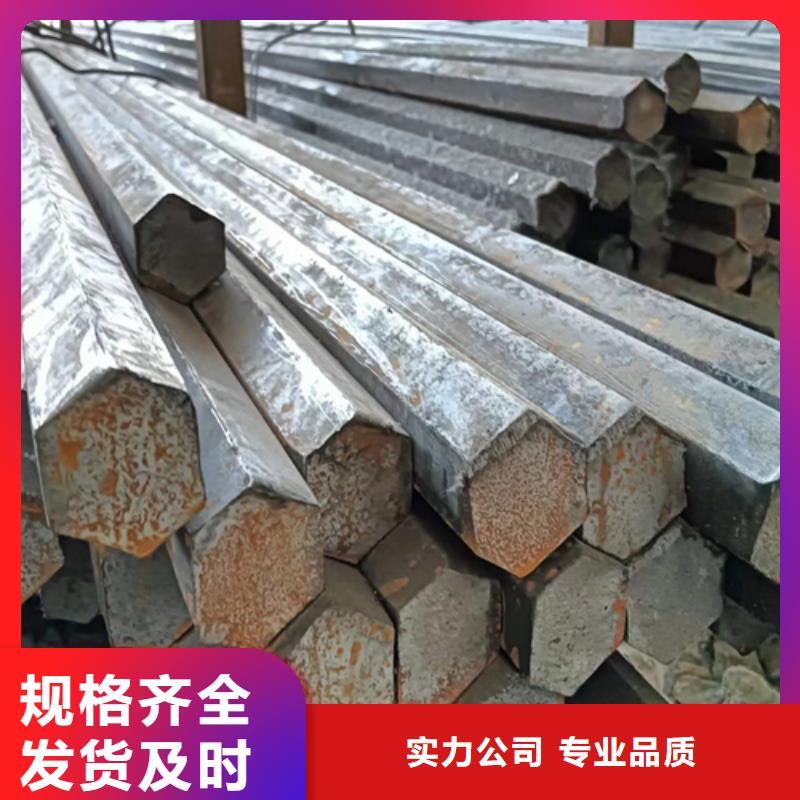
冷拔六角钢制造出了普遍适合与许多大型建筑和工业上的六角钢,他的表面十分光滑,精准度也非常高,形状可以根据厂家们想法来制作出不同的冷拔六角钢。市场上每个人的需求都是不一样的,厂家们能依旧不一样的需求来对六点刚进行冷拉,这样生产出来的产品就可以满足市场需求。但是厂家们在进行冷拉的过程中,在进行冷拉的过程中技术含量非常高,生产技能非常精巧,这样就可以使制造出来的六角钢差错非常小,精准度能达到很高的程度。冷拔六角钢变形区内的流动和变形是不均匀的,其主要原因是接触摩擦的影响所致,摩擦越大,水平流速便越不均匀,其中同横截面上,相邻不同高度的两层面上质点间的流速差越大,则变形就越大。另外变形区的形状系数对冷拔六角钢断面高向上的变形分布情况影响很大,党轧件相对较薄时,压缩变形将深透到轧件中心,出现中心层变形比表层大的现象,当轧件相对较厚时,随着变形区形状系数的减小,外端对变形过程的影响变得突出,压缩变形难以深入到轧件中心,只限于表层附近区域发生塑性变形,出现表层的变形比心部大的现象。当厚冷拔六角钢时,某些合金的热轧头几道次的变形量较小,加之摩擦大,容易出现粘辊,因而导致轧件头部张嘴,严重时还会缠辊。实际冷拔六角钢生产中会出现轧件不能顺利被轧辊咬入,致使轧制过程停止,以及咬入角不合理引起板材塑性变形不均匀的情况,不仅降低了生产效率,而且产品易存在质量问题,这是因为咬入并轧制的过程是一个不稳定过程,当咬入的时候,变形区的几何参数,运动学参数都是变化的,所以咬入角即轧辊与轧件接触部分所夹的中心角是轧制过程中一个极其重要的影响因素,合理的咬入角应当在15度到20度之间,且当轧辊半径相同时,咬入角随压下量呈抛物线形增长。







 扫一扫
扫一扫